
We are the Best-In-Class Products & Solutions
Real ImpactK.P. Engineering India delivers reliable turnkey automation solutions, powered by expert teams and a commitment to quality, efficiency, and real results.
Years of Excellence
Fixture Industry Experience
Sq. Yd. Building Area
%
Performance & QualityDriven
")
Turnkey Automation Solutions Backed by Precision, Quality & Trust
AboutAt K.P. Engineering India, we specialize in delivering end-to-end automation and turnkey solutions with a strong focus on quality, cost-effectiveness, and timely delivery. Backed by a team of experienced professionals with deep industry knowledge, we are committed to engineering innovative and reliable systems that meet the evolving needs of our customers.
With a mission rooted in technical excellence and customer satisfaction, we continuously strive to push boundaries through smart manufacturing, precision tools, and efficient project execution. Our infrastructure, skilled workforce, and dedication to excellence are the driving forces behind our growth and trusted reputation.
Reliable Systems, Proven Performance
PRODUCTS
YHC
This is an automated gauging fixture, likely employed in a welding process to ensure dimensional accuracy and quality control of the welded part. It functions as an integral component of a welding fixture system.

MG MOTOR SUN ROOF
This product is a checking fixture specifically designed for the MG Motor Sun Roof project for the customer CEILG. As a “checking fixture,” its primary function is to inspect manufactured parts – in this case, likely components of the car’s sunroof – to ensure they meet the required dimensional accuracy and quality standards. It’s a crucial tool for quality control in the automotive industry.
BACK FRAME ASSY.
This is a checking fixture designed for MG Motor Sun Roof components, made for the customer CEILG. It’s used to ensure manufactured parts meet quality standards by inspecting their dimensions. This tool plays a crucial role in maintaining quality control within the automotive industry.
Y9Ti (FLOOR CENTER)
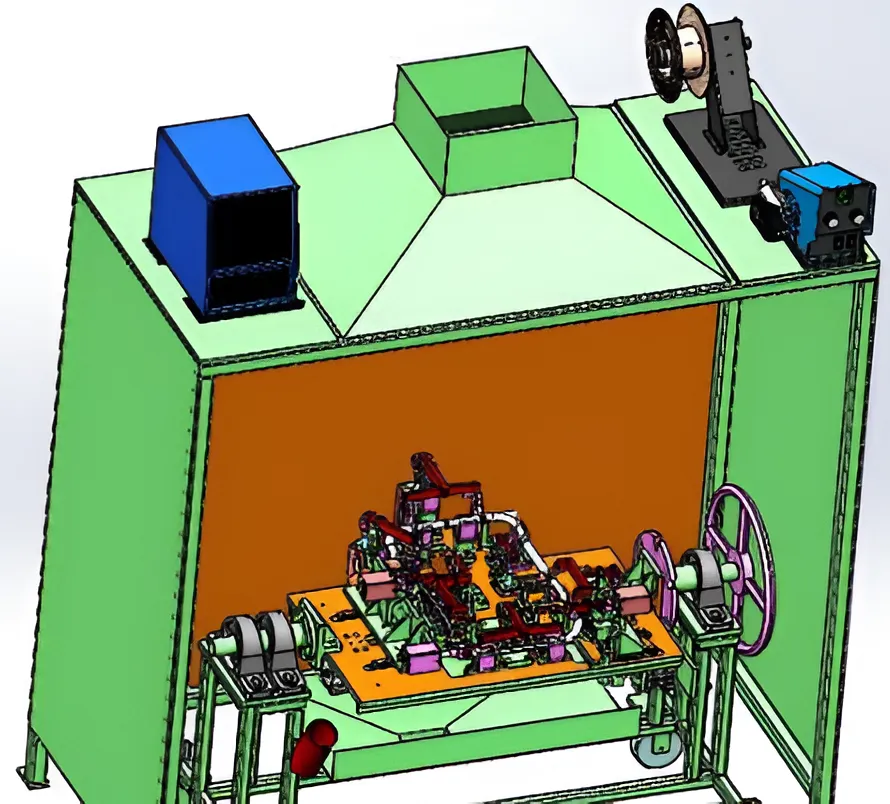
This product is a manual rotary MIG welding fixture designed for the Back Frame Assembly project for the customer KML. It’s a specialized tool used to hold and rotate the workpiece during the manual MIG (Metal Inert Gas) welding process, facilitating efficient and consistent welding of the back frame assembly.

Y9Ti (FLOOR FRONT)
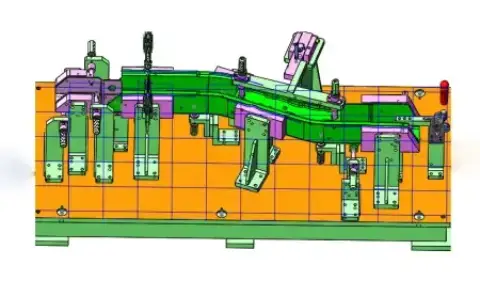
This product is a checking fixture designed for the Y9Ti Frame Comp, Floor Center RH & LH project for the customer CMLG. It’s a tool used to inspect the dimensional accuracy of both the right-hand (RH) and left-hand (LH) floor center frame components. This ensures that these critical automotive parts meet the required specifications for assembly and functionality.

Y9T
This product is an EOL (End Of Line) tool designed for the Y9T Frame Assy. Floor LH project for the customer CMLG. As an EOL tool, it’s used at the final stage of the production line to perform checks and ensure the quality and functionality of the left-hand (LH) floor assembly before it’s shipped. This could involve dimensional checks, functional tests, or other final verification processes.
Precision in Every Process
PROCESS-
01
CUSTOMER RFQ
We receive a Request for Quotation (RFQ) from the customer outlining technical and commercial requirements. This forms the basis for project evaluation, costing, and proposal submission.
-
02
DAP
Design Approval Process (DAP) begins with a conceptual and detailed fixture design. This includes 3D modeling and ensures customer specifications are met accurately.
-
03
DAP ITERATION FOR REVIEW
Revisions are made based on customer feedback on the initial design. Each iteration ensures compliance with quality, functionality, and manufacturability.
-
04
DEVELOPMENT PLANNING & SCHEDULING
After final DAP approval, a detailed project timeline is created. This stage ensures structured execution across manufacturing, assembly, and QA.
-
05
MFG & PLANNING
A final visual and dimensional inspection is carried out. After approval, the fixture is packed and dispatched to the customer site.
-
06
ASSY & TRY OUTS
The fixture is checked against design parameters using CMM and gauges. Modifications, if needed, are implemented before certifying the tool.
-
07
QUALITY CHECK & CERTIFICATIONS & MODIFICATION
All components are assembled, and functional try-outs are conducted. Fit, accuracy, and clamping positions are validated during this step.
-
08
FINAL CHECK BEFORE DESPATCH
Manufacturing begins with the release of approved drawings and BOM. In-house capabilities and CNC machining ensure precision and speed.
Empowering Excellence Together
CUSTOMERS
